
Статьи
04.11.2011
Техническая часть
Изготовлены выдувом.
Фактически, это наиболее видимые детали на карте: обтекатели придают карту его вид и выполняют функцию защиты. Давайте посмотрим, как их делает основной Итальянский производитель: KG Giacoletto, главным образом способом пузырькового формования.
Репортаж Маурицио Волтини.
|
Сначала они были просто прямоугольными «коробами», угловатыми и полыми, размещенные как боковая защита для пилота. Затем, обтекатели для карта ставали все более и более сложными и приобретали различные формы, кроме того, теперь они состоят из большего числа составных частей и становятся более функциональными: фактически, задние бамперы были добавлены к переднему носовому обтекателю, и теперь можно сказать, что карт полностью окружен этими компонентами. Не только: вид самого карта сегодня практически полностью связан с формой обтекателей, кроме того, очевидно и с их цветом и наклеенными на них наклейками. Не случайно основные производители обтекателей никогда не идут на широкий рынок, они предпочитают сталкиваться с большими затратами и делать шаблоны таким образом, чтобы у них была своя собственная линия обтекателей, и тот же самый дизайн носового обтекателя был отличен от производимых конкурентами. Тем не менее, большинство из обычных Итальянских производителей, все же, обращается к главному производителю этих компонентов: мы говорим о KGПьерлуиджи Джиаколетто, который также производит «пластиковые» аксессуары. И, как мы обнаружили во время визита на завод, чтобы увидеть, как обтекатели делаются, его описание на этом не заканчивается. Вы можете прочесть об этом в нашем разделе «производство картинговых компонентов». Давайте посмотрим на рождение обтекателей.
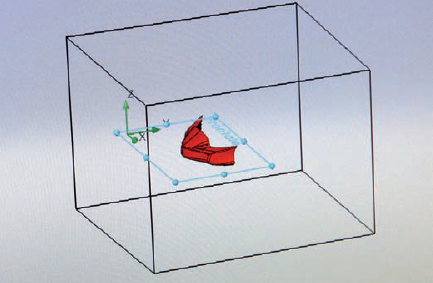
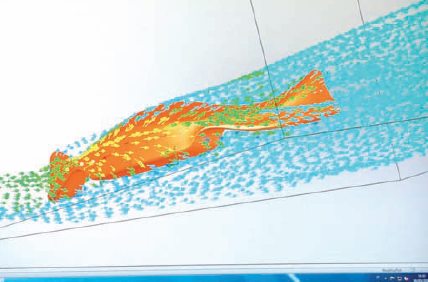
1 Планирование Когда дизайн серии обтекателей не предлагается картинговыми производителями, все создается в умах дизайнеров и затем визуализируется на ПК, как и большое количество других элементов, созданных Джиаколетто при помощи обычно используемых дизайнерских программ, как SolidWork. Также используется приложение, которое проверяет обтекаемость и, следовательно, жидкостную механику касательно этих компонентов ( дополнительный эффект). В любом случае, Вы продолжаете цифровые разработки для получения актуального дизайна с правильными размерами, а также для получения необходимых данных для станков с тем, чтобы сделать пресс формы и различные циклы работ. После фазы дизайна, фактически, делаются оттиски (в алюминии или металле) и только эта деталь не производится на заводе.
2 Сырой материал. Легко сказать – пластик, но, все мы знаем, что, фактически, существует много разных его видов, составов и физических качеств (некоторые виды пластика могут даже замещать металл). В данном конкретном случае используется полиэтилен, белые гранулы которого Вы можете увидеть на изображении. Если бы использовался состав без примесей, мы бы имели такие компоненты, как бензобак, который на половину прозрачен и нейтрален в цвете: краситель, тем не менее, должен быть добавлен ( даже, если есть белые детали), это, так называемый, «образец». Чтобы представить себе его необходимое содержание в процентном выражении, Вы можете увидеть на рисунке, как всего несколько гранул черного образца приводит к получению абсолютно черных финальных компонентов, которые мы фотографировали в процессе их производства.
3 Литье По сути, существует два вида производства для пластиковых компонентов, вроде тех, что используются на карте: производство литьем - используется для изделий, пропускающих воздух. Этот тип производства используется для простых компонентов и особенно «плоскостей», таких как номерная табличка, крючки носового обтекателя, защита цепи и т.д. В данном случае – название говорит само за себя – материал, в полужидком состоянии вливается под давлением в кокиль для получения необходимой формы. Используемые станки классифицированы соответственно наиболее возможной силе пресса, который удерживает две половинки кокиля во время впрыскивания. Эта сила зависит от давления впрыскивания, от типа материала и протяженности детали: что касается номерной таблички, это около 300 тонн.
4 Выдув Вместо этого полые детали, как носовой обтекатель и боковые короба, производятся выдуванием. В этом случае, пластиковый материал доводится до температуры 240 градусов, при которой становится полутвердыми вытягивается в форму «рукава» ( так называемая «банка») который затем выталкивается из кокиля и раздувается для того, чтобы прижаться к стенкам формы. Эти фазы более деликатны по сравнению с простым литьем, потому что они обусловлены несколькими факторами: например, температурой, которая воздействует на текучесть материала. Мы говорим о температуре и внутри помещения и оборудования, которые должны греться, как минимум три часа перед тем, как фактически начнется производство. Та же сила гравитации, которая действует на «рукав» и стремится сделать его длиннее, несомненно принята во внимание, особенно, когда он полностью сформирован по длине ( и имеет большой вес ). По этой причине предоставляются разные толщины ( также соответственно форме детали) благодаря ослабеванию давильного пресса, из которого выходит «рукав», состоящий из двух сжатых в одно целое частей.
КАЖДЫЙ ОБТЕКАТЕЛЬ ЯВЛЯЕТСЯ ОБЪЕКТОМ СПЕЦИАЛЬНОЙ ОМОЛОГАЦИИ СПОРТИВНЫМИ ВЛАСТЯМИ. ОМОЛОГАЦИЯ ДЕЙСТВИТЕЛЬНА НА ПРОТЯЖЕНИИ ШЕСТИ ЛЕТ С ПОДТВЕРЖДЕНИЕМ КАЖДЫЕ ТРИ ГОДА.
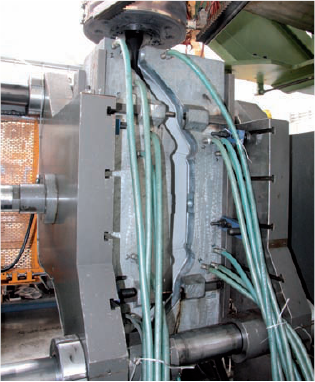
5 Производство Здесь мы можем видеть, как создаются компоненты картинговых обтекателей, практически независимо от того, это носовой обтекатель или комплект боковых коробов (обычно KG делаются парами). «Рукав», материал в цилиндрической форме, который идет сверху вниз, еще в полутвердом состоянии, закрывается между двумя половинками формы и воздух под давлением более 10 бар вдувается во внутрь, чтобы заставить материал идеально удерживаться к внутренним стенкам формы. Во внутреннюю часть материала нагнетен воздух.
6 Чистовая обработка и укомплектовка Когда компоненты достаются после выдувания ( в данном случае пара боковых обтекателей ) это еще не завершение: необходимо все обработать и удалить любой избыточный материал, это делается вручную. Получается достаточно много лишнего материала: только представьте, каждый обтекатель весит 1,1 кг ( здесь есть два ) а каждая часть, которая выходит после формования, весит 3,5 кг. Но, это неизбежно. Вес важен и должен часто проверяться, также потому, что это позволяет Вам увидеть, есть ли какие-нибудь параметры, которые необходимо «откорректировать» на станке. Затем делаются отверстия, необходимые для крепежа и убираются все последние видимые неровности при помощи нагрева.
7 Завершение Тем не менее, не все фазы видимы, когда детали были спрессованы. Например, опорная пластина носового обтекателя, которая соединена с бампером, должна быть намного прочнее, так что ее делают заранее, и добавляют определенное количества стекловолокна. Затем, позже оно стало добавляться и в носовой обтекатель, при его формовании методом пузырькового литья. В некоторых случаях, устанавливаются резьбовые вставки, так что пластиковые компоненты могут быть установлены с помощью болтов. Эти вставки могут быть сделаны из латуни, алюминия или оцинкованного металла.
8 Складирование И наконец, компоненты готовы для складирования на складе KG, где они будут оставаться до отправки конечному потребителю. Очевидно, вместе с другими аксессуарами, такими как крючки для фиксирования носового обтекателя и так далее. Все, что необходимо для использования обтекателей на треке и – учитывая способ пилотирования в наши дни – заканчивается разбиванием о другие карты и достаточно часто требует замены. Но, это уже другая история… Перевод Н.Гой
|
|
Оценка: 
Количество голосов: 89 |











.bmp)
.bmp)









Комментировать могут только зарегистрированный пользователи





 1376
1376 0
0Видео
Галерея

 1252
1252

.jpg)
Команды
Solgat Motorsport
Stella kartsport
Ингул Карт
BabyRace
Roli Motors Team
Gutsu Motorsport
ASK Racing Team
FAE Kartsport
FastLine
Copyright © 2010 - 2024 Kartsport4you.com. Все права защищены.
Администрация портала не несет ответственности за достоверность информации, опубликованной в рекламных объявлениях.
Использование материалов Kartsport.ua разрешается только при условии ссылки на Kartsport4you.com.
Письма в редакцию: .
По вопросам размещения рекламы обращайтесь: тел. +380637077772
Василий Петренко:
Администрация портала не несет ответственности за достоверность информации, опубликованной в рекламных объявлениях.
Использование материалов Kartsport.ua разрешается только при условии ссылки на Kartsport4you.com.
Письма в редакцию: .
По вопросам размещения рекламы обращайтесь: тел. +380637077772
Василий Петренко:
